
圆形垫片冲压模(CAD图+SW三维)下载








以下是关于圆形垫片冲压模的详细介绍:
- 设计要求
- 生产批量:根据不同的生产需求,有小批量、中批量和大批量生产等不同情况。例如,一些小型机械厂可能仅需小批量生产圆形垫片,而大型汽车制造企业则可能需要大批量生产。
- 材料选择:常用的材料有不锈钢、碳钢、铝合金以及Q235钢等。材料的选用需考虑垫片的使用条件,如工作温度、压力、耐腐蚀性等因素,同时还要兼顾材料的冲压性能。
- 尺寸精度:一般要求垫片外径尺寸公差控制在±0.1mm左右,内径尺寸公差控制在±0.08mm左右,厚度公差控制在±0.05mm左右,以确保垫片在装配和使用过程中的密封性和配合精度。
- 工艺分析
- 冲压工艺方案确定:通常采用落料、冲孔复合冲压工艺,该工艺可在同一模具、同一冲压行程中完成落料和冲孔两个工序,生产效率高,且能保证内孔与外圆的相对位置精度,相比单工序冲压,生产效率可提高约30%-40%。
- 排样设计:常见的排样方式有直排、对排、斜排等。直排方式材料利用率较高,一般可达75%左右,但步距较长;对排方式可提高材料利用率,但模具结构相对复杂;斜排则介于两者之间。排样时还需确定搭边值,以保证冲压过程中材料的顺利送进和模具的稳定性。
- 模具结构设计
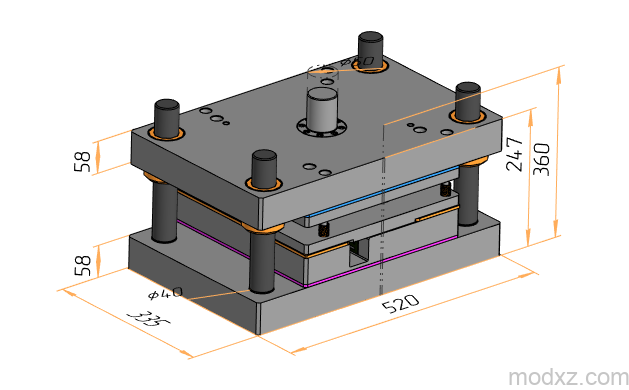
- 整体结构:圆形垫片冲压模一般由上模板、下模板、导向柱、导向套、凸模、凹模、卸料装置、推件装置等部分组成。
- 工作零件设计:凸模和凹模是模具的核心工作零件,其尺寸和形状精度直接影响垫片的质量和尺寸精度。凸模的直径一般等于垫片的内径,凹模的直径一般等于垫片的外径,考虑到模具的磨损和弹性变形,工作尺寸需适当加大。
- 定位与导向设计:为了保证模具的准确合模和冲压过程中的稳定性,通常采用导柱导套导向机构。导柱和导套的配合精度要求较高,一般采用过盈配合或过渡配合,以确保模具的导向精度和使用寿命。
- 卸料与推件设计:卸料装置用于在冲压完成后将废料从凸模上卸下,常见的卸料方式有弹性卸料和刚性卸料两种。弹性卸料一般采用橡胶或弹簧作为卸料力的来源,卸料力均匀,不易损坏材料;刚性卸料则通过卸料板和顶杆等机构实现,卸料效率高。推件装置用于将冲裁后的垫片从凹模内推出,以便进行下一次冲压,常见的推件方式有弹性推件和刚性推件。
- 模具制造与调试
- 模具制造:根据设计要求,采用机械加工、电加工、热处理等工艺方法制造模具的各个零部件。在制造过程中,要严格控制加工精度和表面质量,确保模具的尺寸精度和装配精度。
- 模具调试:模具制造完成后,需要进行调试。调试内容包括检查模具的安装精度、运动精度、间隙调整、卸料和推件是否顺畅等。通过试模,对模具进行进一步的调整和优化,直到冲出合格的垫片产品。
资源下载
下载价格20 模币
常见问题
关于模型压缩
我们提供的模型都是压缩文件压缩过的,使用前请解压缩。推荐的免费压缩软件如:7zip,winzip等免费无广告的解压缩软件。
下载的模型解压缩时缺少另外的压缩包
如果有多个压缩包,建议直接下载的时候改一下名称如1、2、3、、、这样解压缩软件可以自动找到下一个压缩包,从而自动解压缩。
下载的模型使用相关的软件无法打开
这个一般是由于软件版本不符合造成的,三维软件的模型通常是向下兼容,就是高版软件本打开低版本软件生成的模型没有问题,反之低版本的软件是无法打开高版本的3D模型的。我们测试的时候一般使用了高版本的三维软件。模型下面介绍里有编辑点评的模型,都是经过测试的模型,通常都没有问题。如果您当前的版本无法打开三维模型,可以试试升级一下软件。(有时候用户上传的模型所写的三维软件的版本是不准确的)
关于模型版权
3D模型下载网所有内容均来自会员上传,模型的版权归上传者所以。使用网站内容时请遵循相关法律法规。如果版权拥有者发现自己作品被侵权,请及时向3D模型下载网提出书面权利通知。3D模型下载网将会依法尽快移除相关涉嫌侵权的内容。如果商业用途可联系作者获得授权。
关于在线计算及数据查询
本站计算及数据查询内容严格按照相关计算方法及国家标准,但在制作的时候难免会出现错误。本站数据仅供参考,烦请对照相关内容验证是否正确。本站不对计算结果所产生的设计错误负任何责任。
原文链接:https://www.modxz.com/round-gasket-punching-die/,转载请注明出处。





评论0